Wie berechne ich die Drehzahl für eine Bohrer?
Ich dachte die Drehzahl hängt von dem Schneidstoff des bohrers und dem Werkstückwerkstoff (Zugfestigkeit des Werkstücks).
Dann habe ich aber probleme eine bestimmte Aufgabe zu verstehen
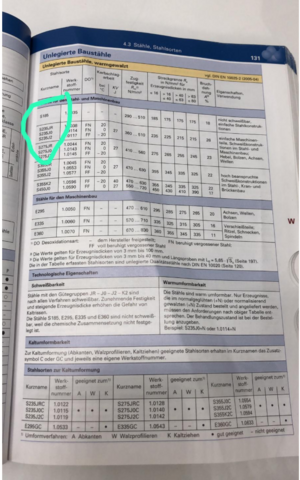
Ich bearbeite den Stahl S235JR (unlegierter Bausteil). Dieser hat laut Tabelle eine Zugfestigkeit Rm von 360...510 N/mm2
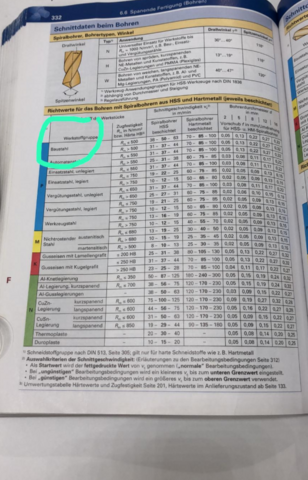
Um die Drehzahl zu errechnen muss man zunächst die Schnittgeschwindigkeit vc aus der Tabelle entnehmen, welche Werkstoff und Schneidstoffabhängig von Tabellenwerken entnommen werden kann
Für unlegierten Baustell Rm< 500N/mm2 und einem HSS Bohrer entnehme ich als Startwert 50 m/min. Dieser Wert widerspricht aber er einer Musterlösung. Was mache ich hier falsch oder ist die Musterlösung verkehrt.
Anbei schicke ich die entsprechenden Stellen im Tabellenbuch und die Aufgabenstellung
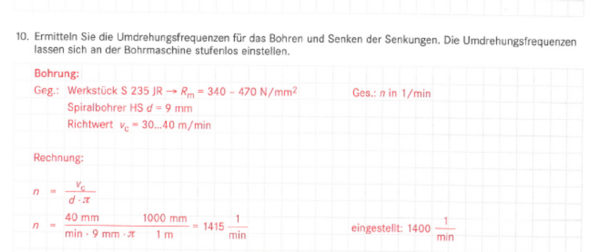
Aufgabenstellung:
Frage : Wie kommt man auf vc= 30....40/m/min in nachfolgender Musterlösung
1 Antwort
Da steht doch als Startwert 38, oder? Kanns nicht richtig erkennen.
Aber selbst das ist ziemlich hoch. Ein Tin-beschichteter A520, absoluter hochleistungs-HSS Bohrer, bekommt von mir in S235 max. 37m/min (also nicht Startwert, sondern Maximalwert)
Der Hersteller selbst geht sogar nur bis 35m/min.
Aber wie kommst du denn auf 470N/mm²? Sind doch im Maximum 510.
Mh, ich hab mein eigenes Tabellenbuch nicht zur Hand, liegt auf Arbeit. Aber mir kommen selbst bei 470N/mm² die 50m/min extrem viel vor. Das geb ich nem HSCO Fräser, der hat halt nicht permanent Eingriff und zwischen den Schneidvorgängen Zeit, abzukühlen (Durch KSS). Für nen HSS Bohrer wären 50m definitiv zu viel. Die Beschichtung nimmt die entstehende Hitze ja nicht auf, das macht der Schneidstoff.
Ich versuch dran zu denken und morgen mal in mein nagelneues TB (Firma hats spendiert) zu schauen, ob da der gleiche Wert steht. Wenn du auf die Schnittdatenblätter der verschiedenen Hersteller (Industriequalität) schaust, dann liegen die so bei 28-35m/min.
laut tabellenbuch ist es ja so je höher die Zugfestigkeit um so geringer ist die schnittgeschwindigkeit vc zu wählen (siehe Auszug Tabellenbuch was ich mitgeschickt habe)
Ja, so ist es ja auch. Aber trotzdem ist 50 extrem hoch für HSS. Vorallem, weil HSS Bohrer für gewöhnlich keine innere Kühlmittelzufuhr haben, das heißt, es kommt eh kaum Kühlemulsion vorn an der Spitze an.
vielen Dank. Das sind ja eh nur Richtwerte oder. D.h man kann erstmal von diesesm Wert ausgehen und dann immer noch die Drehzahl reduzieren?
Naja, obs zu schnell war, merkst du erst, wenn das Werkzeug schon das Zeitliche gesegnet hat.
Aber ja, in der Serienfertigung wäre das der Weg. Man nimmt ungefähr das, was das Tabellenbuch, bzw. die Berufserfahrung einem vorgibt und optimiert dann entweder auf Prozesssicherheit oder Zeitersparnis.
Wenn ich weiß, dass die Maschine eine Zeit lang unbeaufsichtigt laufen muss, dann geb ich etwas weniger Gas mit den Schnittwerten im allgemeinen.
ja richtig . in der musterlösung gehen die von 340 - 470 N/mm2 , daher bin ich von Rm <500 ausgegangen.
Im Tabellenbuch steht als Obergrenze 510 N/mm2.
Dann wäre allerdings die Spanne für die Zugfestigkeit in der Lösung nicht richtig oder?