Aluminum bohren standbohrmaschine HILFE?
Ich habe heute flachmaterial aluminium gebohrt 175 lang 30b 4stark mit einem 10durchmesser bohrer meine geschwindigkeit waren 500umdrehungen hab auch nicht den besten bohrer gehabt und die löcher wurden sehr sehr unsauber bzw schlecht war schon garnicht mehr rund an was könnte das liegen an der geschwindigkeit? Zu hoch? Wenn ja wie hoch sollte die geschwindigkeit sein oder hat es einen anderen grund?
4 Antworten
Welchen Werkstoff hat denn der Bohrer? HSS? HM?
Wie hoch war die Zugfestigkeit vom ALU?
Hast du vorgebohrt (der Durchmesser vom vorgebohrten loch sollte mindestens so gross wie die Querschneide des mit dem aufzubohrenden Bohrers sein - ab 5mm Durchmesser ins volle würde ich da auch nochmal aufbohren (also z.B. Durchmesser 5, 10, 30 - sicher könnte man auch ne andere Kombi nehmen))?
Was meinst du mit "der bohrer war nichtmehr ganz der beste"?
Welchen Bohrertyp (W/N/H) hast du denn verwendet? Hatte der Schneidkantenbruch, falsche Winkel, ungleichmässig lange Schneiden..?
Wie du siehst kann es ziemlich viele Fehlerursachen haben. Bevor die paar grundlegenden Dinge nicht geklärt sind ist das Kaffeesatzleserei.
Wenn ja wie hoch sollte die Geschwindigkeit sein oder hat es einen anderen Grund?
Wohl den falschen Bohrer (Spitzenwinkel 118° für Metall anstatt richtigerweise 140° für Alu) und die falsche Drehzahl verwendet :-((
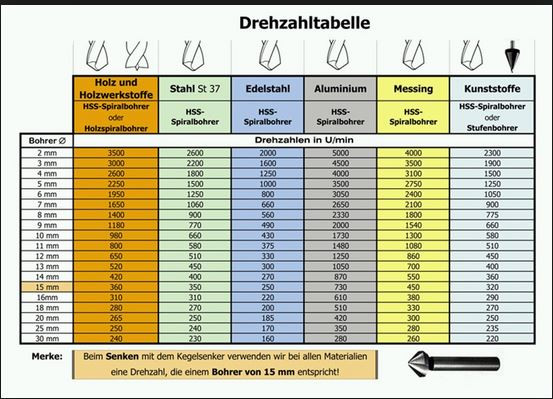
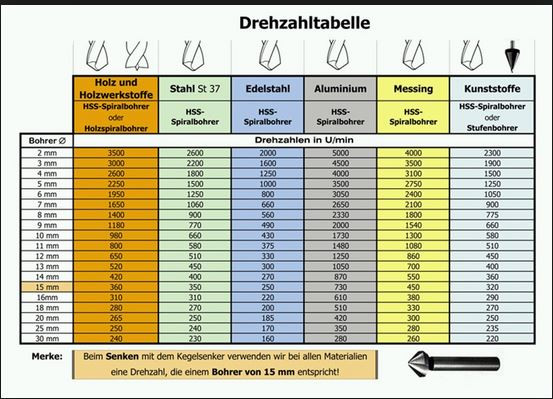
Mit ca. 1700 U/min bei Alu-bohren wäre das Ergebnis bestimmt besser geworden als mit deinen 500 U/min und dem richtigen Bohrer ;-))
Gruß siola55
Spiralbohrer Typ W hat nach norm einen Keilwinkel von 130°, nicht 140° :-D ich sage das nur damit er im Baumarkt oderso nicht ausgelacht wird und man denkt man wollte ihn veräppeln
Nach deiner Beschreibung gehe ich mal schwer davon aus dass das Loch recht dreieckig aussieht. Das lässt darauf schließen, dass du nicht vorgebohrt hast. Um ein perfektes Ergebnis mit einem 10er Bohrer hinzubekommen würde ich erstmal mit 2 oder 3 vorbohren, danach nochmal 2 mal etwas größer (Beispiel einmal mit 5 und dan mit 8) bis du schlussendlich mit 10 bohrst. Mit dem vorbohren sollte dein Loch dan auch schön rund werden!
Für Aluminium brauchst Du einen speziellen Bohrer, mit einem anderen Flankenwinkel als für Stahl.
Dieser sollte für Alu statt der gewöhnlichen 118°, 140° betragen. Ein Drallwinkel von 40° statt 28° würde den idealen Aluminiumbohrer ergeben.
übrigens gibt es auch aluminium legierungen die ganz gut an die zugfestigkeit des baustahls heran kommen. ich wäre also vorsichtig damit pauschal typ w zu empfehlen.
spitzenwinkel 130°, Drallwinkel (auch umgangssprachlich als Spanwinkel bekannt) 40°-47°, Freiwinkel 3°-5°; das wären die spezifikationen für spiralbohrer typ w. ich weiss nicht woher ihr alle eure 140° her habt..
Ein echter "Metaller" bin ich nicht, aber jahrelang gebrieft von meinem Bruder, einem pedantischen Werkzeugmacher. Ich denke wir führen den Fragesteller allerdings langsam aber sicher in die fachlichen Abgründe des Metallhandwerks ;-))
Hahaha :-D
Ich hab mich ehrlich gesagt schon immer gefragt was die TiN Beschichtung grossartig bringen soll.. Die ist doch spätestens beim nachschleifen wieder weg.. die kann doch eh nur an Haupt und evtl Querschneide Vorteile bringen..?
Ich selbst habe keine beschichteten. In meiner Ausstattung sind alle aus dem Fundus der Firma ALCAN....
http://hssforum.com/2-BOHREN.pdf
Hier erhältst Du Auskunft über fachgerechtes Bohren, speziell auf Seite 15 zur Thematik "langspanende Werkstoffe", z.B. Aluminium....
kein problem :-D passiert relativ schnell das sich nen tippfehler einschleicht. mich hat nur verwundert das du nicht der erste warst der 140° schrieb. da dachte ich ich frage mal nach. als industriemechaniker sticht einem 140° spitzenwinkel sofort ins auge.. :')